Imagine the level of productivity that could be achieved if everyone in the company understood OEE (Overall Equipment Effectiveness) and knew how to analyse and use into it to obtain insights and optimise production efficiency. OEE is the essence of eliminating waste and inefficiencies from the production process and to create as much value from existing equipment and resources as possible.
Being such a powerful concept, OEE has been gaining popularity among more and more organisations worldwide. Here are the five most instant benefits reaped by manufacturers and companies whose employees have integrated OEE into their daily workflow.
1. Identifying and eliminating waste
Wastes are an inherent part of any manufacturing facility. They may be tangible, caused by overproduction, defects, obsolete inventory, or intangible like the unnecessary waiting time of employees. A manufacturing plant that uses OEE would see their production managers and operators actively looking into the avenues of waste generation and removing or minimising them.
Regardless of whether the wastes are created within the production process or extend towards the upstream and downstream sides of production, there is shared responsibility and accountability to address them.
Overproduction is the creation of an excess quantity of outputs above the demands of clients. Long set-up and lead times, as well as complexities at the onset of equipment start-up are common reasons why manufacturers mistakenly choose to overproduce in hope to ‘recover their costs’ when it is more cost-effective to not do so.
With OEE, production managers and operators can easily contrast the level of wastes generated by overproduction with those by lean manufacturing. With concrete evidence, the production floor would arguably prefer lean manufacturing over overproduction.

Waiting time is the period where operators stop work and workflows are paused so that equipment and machinery can be set up for different products, changeovers or maintenance. With robust OEE systems and tools in place, production managers have all the information about such planned stops, such as the leading causes of time loss. After which, they can brainstorm with the operators and come up with solutions to eliminate or reduce such wastes.
Although planned stops are excluded from the OEE calculations, fewer planned stops do result in higher run time, which is ideal. For instance, production managers and the operators can work more closely to ensure seamless transitions from one shift to another, thereby minimising time loss.

2. Working around bottlenecks to improve overall productivity
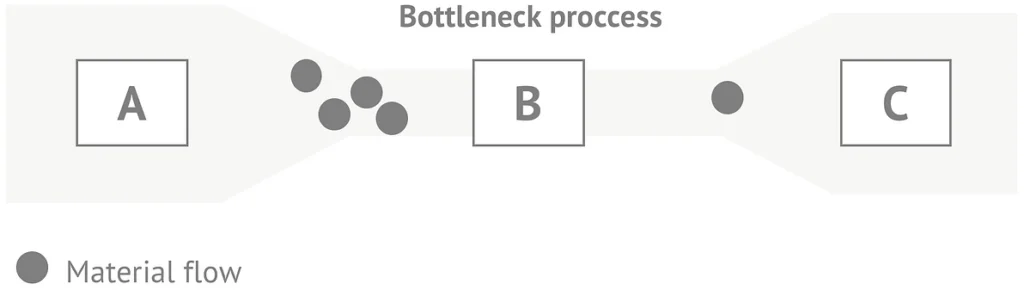
Contrary to popular notion, a high OEE score may not necessarily be better at all times. The illustration below seeks to show that process B is the bottleneck in a particular production line.
With the help of OEE, the production floor made a profound discovery! The reason for the constant breakdown in process B was not because of the equipment’s wear and tear. Rather, the equipment used in process B often experienced a jam of parts due to the rapid throughput coming from process A.
Should the production operators only knew about improving OEE scores and did not have a good understanding of all the OEE components, the cause of the bottleneck may not have been so easily discovered. Furthermore, in the hypothetical scenario where the operators in processes A and B were blindly raising their respective OEEs, process C might have broken even more often due to the increased throughput load from processes A and B.
Equipped with the knowledge to analyse OEE data however, operators from processes A and B would moderate their output at a level which process C can perform optimally. A simple tweak like such can make significant improvements to the overall productivity of the production line.
3. Reducing the investigation time needed for downtime analysis
Downtime analysis is about understanding the underlying issues of production stoppages and slowdowns, which in turn, affect the productivity of an equipment or a plant. While OEE tools are capable of automatically gathering details for the breakdown, production operators and managers who are well-versed in OEE are aware that they play a crucial role in providing additional information and details to each downtime or productivity loss.
By having operators who would habitually build on the OEE data generated from the IoT devices attached to the equipment, production managers can obtain more insights and have a clearer understanding of how and why the downtimes have occurred. All of these can be achieved without spending extra time on investigations and the time saved can be better used for other purposes such as weighing the additional profits from increased production against the costs of running overtime.
4. Increasing collaboration between the production teams and the other departments
With the advent of cloud-based OEE solutions, OEE data and findings are all in real-time and can be integrated with the database of the different functions in the company. Access to the relevant data is given to everyone and not just the production managers. For example, the Sales team would access the OEE data to find out whether the production floor is capable of increasing production before they roll out their sales plans. This would inherently allow for better coordination of the plant operations to meet realistic business expectations.
Furthermore, software such as Auk’s Industrial IoT system can transform all kinds of measurable information into visualisation tools such as graphs and charts which are easy for even those without analytics background to understand. For example, the Human Resource department can conveniently use the data to identify production operators who are performing beyond KPI and provide them with incentives.
Additionally, integrated OEE data can help to close the gaps between downtime analysis and the actual implementation of solutions. Oftentimes, plans to improve productivity are stalled when the operators are under heavy workload or when there is no one to account to. With integrated OEE data, however, there would be greater accountability where project team members from other functions track the status of the improvement initiatives and find out if they are implemented in the correct priority.
5. Extracting maximum ROI on equipment
Every equipment on the production floor is a costly investment. Ensuring that equipment is utilised at optimal efficiency is crucial in helping companies obtain the maximum return on their investment (ROI) within the shortest time possible. OEE can provide production operators with insights on how to achieve the best performance from new and existing machinery. By empowering production operators with real-time OEE data, they are likely to operate the equipment and improve the efficiency of the production process even more so than before.
OEE may also be used to quantify whether additional investments in more equipment is necessary. Rather than making subjective calls on investment decisions, employees who are guided by OEE would use the available data to make more rational decisions. It may be discovered that the company does not have to purchase new equipment if it can reduce its hidden factory to achieve higher productivity from existing equipment.
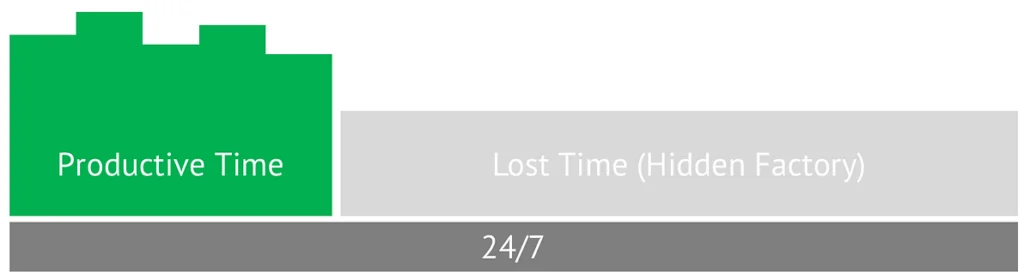
Hidden factory refers to the untapped capacity of the manufacturing plant, which is the maximum amount of additional products that can be made without further capital investment. Such decisions are more economical as they help to prolong the life of existing equipment and increase the company’s ROI.
Driving growth throughout the company
Having employees who are well-equipped with OEE skills and knowledge is one of the cornerstones for any successful and productive company. Not only would there be greater awareness and commitment to improving productivity, but the management and employees from all levels within the company can also work more closely together. Increased cross-functional interactions can further drive improvements and performance. Indeed, the best is yet to come.