For manufacturers, the promises of Industry 4.0 technologies are compelling—how the deployment of advanced technologies on the production floor can deliver higher productivity, greater accuracy and profitability. Nonetheless, not every manufacturer who hears of the tale is convinced—and that is fair. In the past, implementing on-premise, build-to-order technological solutions were extremely costly and often required full-scale adoption and integration on the production floor before results could be seen. Given the high CAPEX and resources involved, few manufacturers were able to readily tap into technologies to improve their production.
But the scene has changed since the advent of ‘nimble’, ‘modular’ Industry 4.0 smart devices and technologies which manufacturers can easily implement and start monitoring machines and line performance in real-time—i.e. Real-time monitoring systems. These real-time monitoring systems can be scaled up as demand requires (e.g. implemented across different production facilities), thereby presenting opportunities for manufacturers to access real-time data at low costs and short lead-time. Let’s look at each area, in turn, to find out how manufacturers can leverage these monitoring systems and real-time data to achieve more with less.
1. Increasing quality of data collected
Data collection is not new to manufacturers—but accurate data collection is rare. With increasing complexity in the manufacturing scene and a need to drive process improvements on-the-go, time-consuming manual data collection methods are no longer making the cut. While the use of rudimentary tools such as pen and paper, stopwatches and Excel spreadsheets to manually record and consolidate data at the end of each day did serve its purpose in the past, they have now fallen behind real-time monitoring systems which collect data down to the milliseconds and generate insights automatically, 24/7.
“Manufacturers who manually collect data at the frequency of once a day would not be able to track OEE losses such as minor stoppages and speed losses which happen frequently but at short durations. To accurately capture this information, every machine must be continuously monitored. We know it is impossible to station an operator in front of every machine to collect machine data round-the-clock but real-time monitoring systems can easily do so.”
Using real-time monitoring systems, details about the production floor (OEE, part count, cycle time, tool life) is just a click away. By connecting IIoT sensors to machines, high volumes of actionable machine data are collected and fed into edge-cutting analytics software for processing and analysis. This process happens with minimal latency, providing manufacturers with real-time insights that can match the dynamism of the factory.
2. Less intuition, more evidence-based decision making
When faced with complicated choices, making decisions based on intuition (i.e. gut-based decision making) is fast and easy, but also highly unreliable. While intuition has its place in decision making, its disadvantages often outweigh the advantages. Besides, the flaws in gut-based decision making are well documented—biasedness, subjectivity—manufacturers know them well.
Without the knowledge and insights gathered from accurate and reliable real-time data, gut-based decision making may be the only resort. With powerful real-time monitoring systems, however, manufacturers now have the capability to rely less on instincts and more on reason and analysis (i.e. evidence-based decision making).
Unlike humans who have the tendency to give more weight to information confirming our assumptions and biases while dismissing disconfirming information, real-time monitoring systems are impartial when collecting and analysing data. These systems do not get overloaded by the vast amount of data collected—they do not miss out or omit data points. Instead, they are able to reliably and continuously analyse the information to present critical insights. When combined with the experience, analytical and critical thinking skills of the stakeholders and managers, real-time monitoring systems allow manufacturers to obviate biases and make repeatedly rational and sound decisions. This is far more superior than relying on intuition alone.
3. Shorter reaction time, faster resolution of problems
When empowered up-to-date information about the production floor, manufacturers can also react more promptly to problems as they arise.
Real-time information allows manufacturers to know in real-time if the production floor is performing up-to-standards. Improvement strategies could also be made on-the-fly whenever problems occur rather than delaying to another day where unnecessary expenses, complications and opportunity costs would have compounded. For example, by integrating real-time data with pre-built SPC modules within the real-time monitoring system, both the operators and managers can easily monitor the Process Capability Index (Cpk) from the dashboard, or toggle between the control charts and yield trends to manually spot any special cause variation. Whenever a performance deviation is detected, the relevant stakeholders would be alerted and this allows for prompt corrective actions such as quality management or maintenance to be made so product failures can be quickly recovered.
4. Fewer arguments, more constructive discussions
Too many manufacturers struggle with data-related problems such as difficulties in consolidating data from multiple sources, low data accuracy, transparency and accessibility. These problems are especially prevalent in factories relying on manually collected data for two reasons:
Firstly, the biasness and subjectivity of the human data collector can be easily introduced into the data set. Whether intentionally or subconsciously, these biases render the data inaccurate.
“Imagine you’re an operator tasked to manually calculate OEE with limited information. You do not know the reasons, duration and frequency of downtimes because data is only collected once at the end of each day. To submit the figure to your superior, you have no other choice but to ‘guesstimate’ this information and hope that the submitted OEE score is a ballpark figure of the actual OEE.”
Secondly, the collected data are usually updated at differing timings and frequencies into obscure spreadsheets which not everyone has access to. This results in ‘guess-timations’ (yet again) when people make up the numbers and information for what they do not know.
“A single source of truth is the storage practice of aggregating real-time data from different machines and systems within the factory to a single location. Data from this location is recognised by everyone in a company to be the real, trusted information for decision making.
When data exists in silos and the stakeholders within the company do not have a single source of truth, discrepancies in the numbers and figures used for decision-making are bound to occur. Rather than discussing the strategies and decisions needed to drive the company’s growth, the stakeholders are busy debating over the reliability of the data and the ‘right’ numbers.
“Would we rather spend time on exciting growth and process improvement strategies or waste time arguing over how many units of widget or parts were produced in the previous quarter? The clock is ticking and competition is encroaching…we need to get our facts and figures right the first time else it will hurt our bottom line.”
With real-time monitoring and a single source of truth, stakeholders can do away with lengthy information search—all the information they require can be easily found at one centralised location. Moreover, they have full confidence in the integrity of the company’s data and their time could be better spent on extracting critical business intelligence and formulating business strategies for the good of the company.
5. Helping the machines run better and longer
Having read much about real-time monitoring, manufacturers would know that many actionable insights could be gathered from measuring real-time performance metrics, visualising and analysing real-time data. But that is not all. Real-time monitoring also helps to streamline and improve efficiency in the area of maintenance.
Currently, the most commonly used maintenance method is called time-based maintenance (TbM), which is maintenance scheduled on a periodic and regular basis, regardless of the equipment usage level and their operating conditions. While TbM is convenient because the maintenance team and engineers simply have to perform maintenance on a fixed date or interval, it could be problematic.
“Some equipment (i.e. those rarely or lightly used) which do not require maintenance may be maintained too often, whereas others (i.e. those heavily used or subjected to severe wear-and-tear) are desperately waiting for the next scheduled maintenance.”
By integrating real-time data into maintenance efforts, however, manufacturers can transition from TbM to usage-based or condition-based maintenance (CbM) and better increase equipment uptime. Under a CbM strategy, maintenance is performed according to the actual condition of every individual equipment.
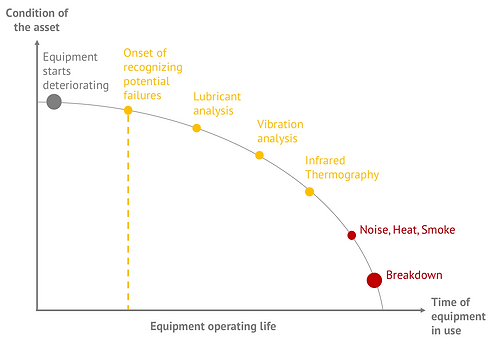
This is possible because sensor data from machines are used to generate real-time machine performance information and alerts would be triggered when potential problems are detected. Additionally, factors such as vibration analysis, temperature readings, and fluctuating flow rates are also taken into consideration to determine if a machine is suffering from premature damage and requires maintenance ahead of runtime hours.
Together, real-time data and CbM helps manufacturers to save on unnecessary repairs. They also maximise uptime because machines are maintained and ‘nursed back to health’ at the onset where they show signs of decreasing performance or upcoming failure.
6. Upskilling the workforce to do more with technology
How will the future of work be different from that of today? The answer is straightforward—technology would be an indispensable part of the equation. For any company that wants to transition and thrive in the digitised future, nurturing the workforce to be technologically-savvy is a must. Not only must those holding managerial positions be comfortable and proficient with different technologies and advanced analytics systems, but it is also becoming more important than ever for operators to perform their daily jobs accurately and better with technologies.
Teaching the workforce to gather insights from real-time monitoring systems would deepen their capabilities in the data and analytics domain while improving performance on the production floor. It would also encourage operators to embrace new methods of working and be comfortable with adopting other kinds of technology or automation to achieve operational excellence. This increases the value that operators can bring to the company—instead of specialising within their job scope or workstation, operators are now co-creators of business value within the manufacturing plant.
“Getting the workforce ready and savvy with real-time monitoring systems is akin to planting a mustard seed. However small or insignificant the seed may be now, it will grow into a large plant. Likewise, the technical proficiency and analytical skills developed through exposure to real-time monitoring systems would alleviate operators’ fear towards technology and be the springboard for them to embrace new technologies and better ways of working in future.”
Conclusion
Productivity growth is not a good thing to have, but a necessity for manufacturers to be competitive in these modern times. The potential impacts from Industry 4.0 technologies, particularly real-time monitoring systems, is game-changing. The time is now for manufacturers to start embedding such technologies into the daily operators of the production floor and actively involve the operators. We recommend starting small for small wins and scaling these real-time monitoring systems over time to fully capture the data transparency, production efficiency and positive bottom-line impacts which are currently unrealised.